



点击排行榜
联系我们
北京市业明华幕墙安装有限公司
咨询热线:400-0382858
010-61569894
电 话:13801062797
传 真:010-61502956
地 址:北京市通州区张家湾镇经济开发区云杉路2号院27号楼
影响钢化玻璃外观质量问题及原因分析
1 引言
随着城市的快速发展,城市人口的不断增加,土地价格的高涨,导致高层建筑物越建越多。钢化玻璃作为安全玻璃的一种,因其具有普通玻璃的透视性,同时又具有机械强度(词条“机械强度”由行业大百科提供)高、热稳定性好且破碎后的碎片小、碎片无尖锐锋利的尖角等优秀的安全特性,已经作为高层建筑门窗必备的建材产品之一,得到广泛的应用。我们在重视其安全性能的同时,也决不应该忽视钢化玻璃的外观质量,也就是,作为合格产品的外观质量也必须满足相应的技术要求。
2 钢化玻璃外观质量问题及原因分析
钢化玻璃的外观质量问题有许多表现形式,我们按照其出现在生产过程中阶段的不同,将其分为两大类:①由原片质量缺陷造成的钢化玻璃外观质量问题,如:点状缺陷(气泡、夹杂物)、划伤、光学变形等;②由钢化加工过程造成的外观质量问题,如:钢化玻璃的平整度问题(波浪纹、吻合度、板面变形)、光学方面的问题(中部灰色、应力斑过重、虹彩现象)、白道、划伤、麻点等。
2.1 由原片缺陷造成的外观质量问题及原因分析
最常见的有:点状缺陷(气泡、夹杂物)、划伤、光学变形等。气泡、夹杂物和光学变形是原板固有的缺陷,划伤是在原片玻璃生产和搬运过程中形成的。如果原片达不到相应的标准要求,不仅会使钢化后的玻璃在外观质量方面达不到《钢化玻璃》国家标准要求,同时也会大大增加钢化玻璃的炸炉、应力分布不均匀、自爆、机械强度降低、热稳定性以及各种安全性能变差等的风险,导致钢化炉(词条“钢化炉”由行业大百科提供)的停产、清炉,使得产品的成品率和生产效率下降,生产成本的上升,造成没必要的浪费。钢化玻璃生产企业即使通过调整钢化炉的工艺参数也无法避免这类质量问题的发生,而企业只能通过严格控制生产管理制度,对员工加强培训,使操作人员熟练掌握检验标准的内容和相应的检验方法,对原片玻璃进行严格的筛选,避免有问题的原片玻璃流入再加工阶段。
2.2 由钢化加工过程造成的外观质量问题
最常见的有:钢化玻璃的平整度问题(波浪纹、吻合度、板面变形)、光学方面的问题(中部灰色、风斑过重、虹彩现象)、白道、划伤、麻点等。
2.2.1钢化玻璃平整度不好的问题
钢化玻璃平整度不好的问题可以分为2类:第1类,弯型钢化玻璃平整度不好的问题。对这类问题通常考虑其吻合度指标,当弯型钢化玻璃成品出现吻合度达不到设计要求时,主要会出现以下3种现象:
(1)成品玻璃与设计要求出现扭曲偏差
这说明需要进行弯钢化的玻璃在辊道上的位置没有放置正确,玻璃弯曲的中心线与辊道不平行,如果出现这种情况,操作人员需要重新调整玻璃在上片台上的位置,使玻璃弯曲的中心线与辊道处于平行状态。
(2)成品玻璃与设计弯曲深度出现不同
这说明钢化工艺参数设定有问题:在加热(词条“加热”由行业大百科提供)阶段,玻璃的加热温度不够;在冷却阶段,主要是风栅上风口与下风口吹风时不同步,在吹风时一个先打开吹风,一个后打开吹风。如果下吹风口先打开吹风,则成型后玻璃的弯曲深度会加大,反之,上吹风口先打开吹风,成型后玻璃的弯曲深度会减小,不按设计深度成弧。此时操作人员可重新调整工艺参数,适当调整玻璃的弯曲深度。
(3)成品玻璃的型面质量不符合设计要求
操作人员可适当调整加热段的弯曲时间和急冷的时间,或者弯曲段传动链条的张紧程度,通过对钢化工艺参数或设备的调整解决这类问题。
第2类,平型钢化玻璃平整度不好的问题。此类问题主要有以下5种情况:
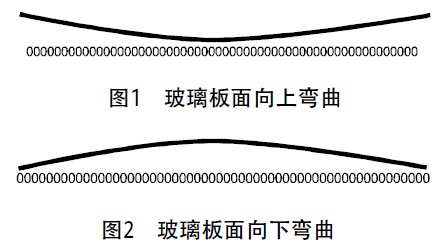
(1)玻璃在加热时上下表面存在温差造成的玻璃变形
①钢化玻璃板面向上弯曲。这种现象是由于玻璃在加热炉内被加热后,出现玻璃上表面的温度高于下表面的温度的情况,保持这种温度状态的玻璃进入冷却室冷却,在冷却过程中,当玻璃上下表面的冷却温度和风压等条件相同时,由于玻璃上表面温度(词条“表面温度”由行业大百科提供)高,冷却后上表面的收缩量大于下表面,会出现玻璃板面向上弯曲变形的现象(如图1所示)。出现这种情况,可以将加热炉底部的温度提高,尽量减小玻璃上下表面的温度差。②钢化玻璃板面向下弯曲。这种现象是由于玻璃在加热炉内被加热后,出现玻璃下表面的温度高于上表面的温度的情况,保持这种温度状态的玻璃进入冷却室冷却,在冷却过程中,当玻璃上下表面的冷却温度和风压等条件相同时,由于玻璃下表面温度高,冷却后下表面的收缩量大于上表面,会出现玻璃板面向下弯曲变形的现象(如图2所示)。出现这种情况,可以将加热炉底部的温度降低,尽量减小玻璃上下表面的温度差。
(2)玻璃在加热时中间和边部存在温差造成的玻璃变形
玻璃在加热炉内经过加热后,如果其中间部位的温度高于边部的温度,那么在冷却过程中,玻璃上温度较高的中间部位的收缩量,将大于温度较低的边部的收缩量,当玻璃被冷却到室温状态时,玻璃的边部尺寸就会大于中间部位的尺寸,在玻璃的边部形成较大的压应力, 从而出现玻璃板面向下弯曲变形的现象(如图2所示)。
同样,玻璃在加热炉内经过加热后,如果其边部的温度高于中间部位的温度,那么在冷却过程中,玻璃上温度较高的中间部位的收缩量将大于温度较低的边部的收缩量,当玻璃被冷却到室温状态时,玻璃中间部位的尺寸就会大于边部的尺寸,在玻璃的边部形成较大的张应力,从而出现玻璃板面向上弯曲变形的现象(如图1所示)。出现以上这两这种情况,可以通过调节钢化炉局部的加热温度参数或改变装片的排布方式来解决。
(3)随机的温度分布不均匀造成的玻璃变形
随机温度分布不均匀主要是由于设备状态不良造成的。钢化炉的加热丝有局部的损坏、温度传感器的位置发生改变或失真、玻璃在辊道上的码放不合理等均会使玻璃受热不均匀。这种随机的温度分布不均匀将导致玻璃加热后在板面方向上温度分布不均匀,玻璃在冷却时不同的区域发生不规则且无规律的收缩,直接导致玻璃板面的局部平整度差。出现这种情况,企业可以通过制定合理的设备检修、装片制度来解决。
(4)辊道变形造成的玻璃变形
辊道变形可分为辊道受热变形和辊道磨损变形。①辊道受热变形造成的玻璃变形。由于陶瓷和石英(词条“石英”由行业大百科提供)材料的耐热冲击性和热稳定性非常好,所以钢化炉内的辊道一般是采用这类材料制成的。虽然这两种材料的耐热性能优秀,但由于辊道的内部结构不均匀,在长期使用后或者加热不当时,均会导致在高温下产生热变形。在这种已经变形的辊道上运动的玻璃,也会因此而发生形变,最终导致板面平整度差。②辊道磨损变形造成的玻璃变形。在钢化玻璃生产企业中,当钢化炉内的辊道上出现黏接比较牢固的杂质时,通常使用磨削的方法对其进行清除。在长期的生产过程中,辊道经反复磨削和长时间的使用很容易造成磨损,而且这些磨损由于程度的不同,辊道会出现粗细不均的问题,最终导致在辊道上运动的玻璃发生形变,即板面不平整。
另外,在同一钢化炉中的辊道,由于更换的时间不同,即各根辊道被磨损的程度不同,当玻璃在这种整体不平的辊道面上加热到软化温度,并进行运动时,很容易出现板面的变形。这种情况不仅出现在加热室内,同时在冷却室内也会发生。出现以上这两种情况,企业可以通过制定定期、合理的辊道检查管理制度来解决。
(5)钢化玻璃的波浪纹现象
波浪纹现象是指玻璃表面看上去有连续不断的起伏,严重时用手触摸玻璃表面可以感觉到。造成这种现象的原因主要有以下4种情况:①钢化炉内温度过高,加热时间过长。发生这种情况,可以通过调节钢化工艺参数,降低钢化炉加热温度或减少加热时间来解决;②辊子出现弯曲变形或个别辊径、辊高超标。发生这种情况,可以通过更换或调整辊子高度来解决;③辊子转动或传输速度过慢。发生这种情况,可以适当加快辊子的转动或传输速度来解决;④在钢化的冷却工艺阶段,玻璃是在钢化炉的冷却装置中的辊道上做往复摆动,这个时间段,如果玻璃整体的急冷温度过高或风压过低,就会使得玻璃板面产生波浪形弯曲。发生这种情况,应及时降低炉温和加热时间。
2.2.2钢化玻璃光学方面的问题
(1)中央部分呈灰色
有些玻璃被钢化后,接触辊道的表面会出现灰蒙蒙的现象。这种情况会使玻璃的透视性能变差,多发生在玻璃的中间部位。发生这种情况的原因主要有以下两种:①加热炉内的辊子温度过高。这种情况多出现在钢化炉刚开始使用的前两炉玻璃上。遇到这种情况,可适当增加热平衡吹风的压力,或者减少空炉时间,保证玻璃连续生产;②SO2气体的使用量过大。SO2作为一种玻璃的保护气体如果使用量过大,或者使用过于频繁,会引起玻璃表面出现灰色现象。
(2)应力斑过重问题
通过物理钢化方法生产的钢化玻璃都会出现应力斑现象,这是由物理钢化的生产原理决定的,同时也是无法避免的。有时也利用这种现象来识别玻璃是否为钢化玻璃,但是当应力斑过重时,尤其在特定的光线条件下观察,这种现象就变成了外观质量缺陷问题。应力斑过重问题通常是由以下3种原因造成的:①急冷过程中风压过大。这种高压、高速的气流吹到接近软化的热玻璃上会使钢化玻璃的应力斑加重。出现这种情况可以通过调整风压的参数来避免;②玻璃刚从加热室进入到冷却室,并已经开始吹风急冷时,风栅的摆动或辊道的转动被停止后,导致风栅的风嘴只对着玻璃一个部位吹风。出现这种情况时,应及时恢复风栅的摆动或辊道的转动与吹风的同步;③在冷却室内开始吹风急冷时,风栅的风嘴离玻璃的距离太近。出现这种情况时,在不影响玻璃的颗粒度及其它质量要求的情况下,可以通过参数的调节适当提高风栅的高度。
(3)钢化玻璃的虹彩现象
钢化玻璃的虹彩现象是一种光学现象。浮法玻璃在成形过程中,锡槽内进入了氧和水等有害物质,高温下与锡发生氧化反应,生成了SnO和SnO2,其中Sn2+和Sn4+通过锡液渗入浮法玻璃的下表面,并形成极薄的富含Sn2+和Sn4+的含锡层。这种渗锡量较高的浮法玻璃在进行钢化时,玻璃在钢化炉经过加热后,其表面的SnO又被氧化成SnO2,其体积增大,导致玻璃表面产生微小的皱折,在光线的照射下,产生光的干涉现象。因此钢化玻璃的虹彩现象既与作为原片玻璃的浮法玻璃质量有关系,同时又与钢化工艺有关系。在玻璃的钢化生产中,除了选取优质的浮法玻璃作为原片以外,还要调整钢化炉的加热温度和加热时间参数,以适应不同原片玻璃的实际情况。
2.2.3钢化玻璃下表面出现的白道
钢化玻璃出现的白道现象是由于玻璃的表面被微量的磨损形成的。对于玻璃的上下表面来说,其在加热炉内受热的方式是不同的,上表面主要依靠辐射方式,而下表面则依靠传导(词条“传导”由行业大百科提供)和辐射两种方式共同进行加热。当玻璃进入加热炉的初始阶段时,玻璃的下表面由于到两种加热方式的共同作用,在相同的时间内获得的温度比上表面更高。严重时玻璃会出现向上弯曲的现象,同时由于玻璃的下表面与辊道摩擦,就出现了白道现象。为了解决这个问题,我们可以通过以下4种方式来解决:①通过调整加热参数,适当降低加热炉的下部温度。有必要的话,还要把下部的功率降低;②相应提高加热炉的上部温度;③当白道出现在玻璃中间时,可增加加热平衡值,当白道出现在边部时,可降低加热平衡值或改变加热曲线;④在生产过程中一定要做到连续生产,避免让炉子空载运行。
2.2.4钢化玻璃表面的划伤
钢化玻璃表面的划伤虽然属于外观质量缺陷,但它会破坏玻璃表面应力的均匀分布,导致玻璃机械强度降低。造成这种现象的原因通常有以下3种:①辊子上粘有坚硬的异物。发生这种情况必须将炉子的温度降下来,清洁辊子上的异物;②陶瓷辊或冷却辊出现打滑现象。发生这种情况需逐根检查辊子的传动装置,紧固传动装置或修复受损的辊子;③上下风栅处可能卡有碎玻璃。发生这种情况需检查风栅,彻底清除卡在风栅处的碎玻璃。
2.2.5钢化玻璃的麻点现象
麻点现象也是钢化玻璃外观质量缺陷的一种,通常可以分为两种类型:一种是密集型。通常麻点比较集中呈桔皮状,这是由于加热时间过长,或者加热温度过高造成的。这种情况可以通过调节加热的时间参数或温度参数来解决;另一种是分散型。个别麻点呈星点状分布,它是由于上片台或辊道表面不干净,或风栅下面的辊道不清洁造成的。为了减少麻点的出现,企业可以建立辊子清洁制度,定期清洁辊道。
3 结语
综上所述,通过对钢化玻璃外观质量问题产生原因的分析,我们可以看出,很多时候同一个质量问题是多种原因造成的,因此我们在解决出现的问题时,要把能够对这个问题产生影响的各种原因,既有联系又有区别地进行综合考虑。另外,可能会在钢化玻璃上出现的这些外观质量问题,虽然大多数都不会直接影响到钢化玻璃的安全性能,但对于一个合格的产品,应该满足全方位的质量需求和要求,也就是说,在企业的日常生产过程中,应当以满足安全性能的技术要求为前提,同时避免出现外观质量问题,实现产品的零缺陷,使产品既能满足标准中的技术要求,又能满足客户的设计要求,使企业在日益激烈的市场竞争中立于不败之地,实现快速稳定的发展。

